

新闻中心
油墨重要性能-细度的测试
油墨产品的性能指标:用来表征油墨产品的性能指标,如果从仪器测试的角度去分,把它们分成两种,一是定性指标,一是定量指标。
1.定性指标。
油墨很重要的指标之一颜色是终端客户最重视的。颜色大致是由油墨中所含的颜料所赋予的,当然连接料以及颜料在油墨中的分散状态对颜料的发色也有一定的影响;测试油墨颜色的仪器目前国内企业中用的较多的是PM240-III 平磨仪。
2.定量指标。
油墨测试的指标很多,仪器使用也很多,下面重点对油墨细度测试的仪器——刮板细度计的原理,测试方法做一些介绍。
二、 油墨细度的测定。
1. 细度的定义:(Fineness)
所谓细度就是指混合在连结科中的颜料、填料等固体粉末状物质被分散的程度。它不仅取决于单个颗粒的实际大小,还取决于他们被分散的程度。
2. 细度测试的必要性:
油墨的粗细度之所以是一个很重要的质量指标,因为它不仅与油墨的应用性能(包括着色力、色相、稳定性等)有关,还与油墨的流变性能以及经济效益有关。油墨太粗会引起堆墨、糊版等弊病,而且油墨的着色力、色相也都会变差;油墨太细,则流动性太大,在印刷后还会流动,这种流动会导致网点扩大,影响印品质量。另外,油墨的粗细还会影响其分散性。当油墨的分散性不理想时,它的印刷性能也不会令人满意,表现为印刷品表面不够光滑、流畅、柔和,而且会产生“块”状的感觉,因而大大降低了印刷效果。正因为如此,大多数油墨生产厂家都把细度作为最重要的一个性能指标来对待。
3. 方法标准:
中华人民共和国化学工业部涂料专用器具检定规程JJG(化)018-96《刮板细度计》及其GB/T1724-93标准。
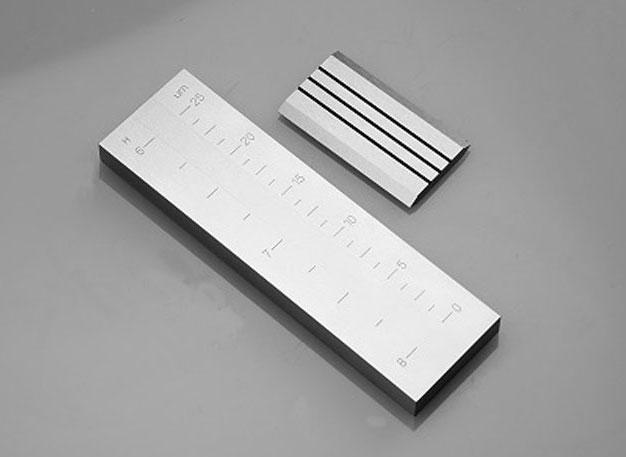
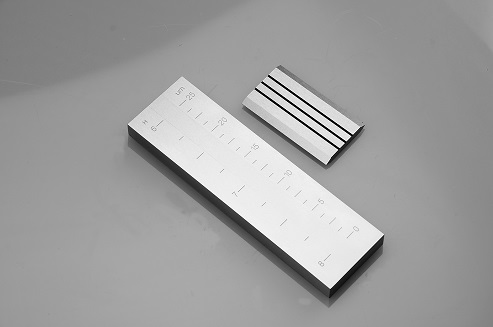
4. 测定的原理:
刮板细度计是一个在表面有凹槽或双凹槽的不锈钢平板,凹槽的深度由一端的最大变化至另一端的零值。放置试样,用刮刀在凹槽内刮成试样薄膜,从薄膜中产生的线条来测定试样粒子的大小。在平板上标注出凹槽对应深度,以读出被测量颗粒的大小。
5. 刮板细度计的组成及精度控制:
②刮板精度的控制:
a.刮板细度计上平面平直度0.003毫米。
b.凹槽底平面平直度0.003毫米。
c.分度值误差0.001毫米。
刮板细度计采用光学比较仪来检定,但刮板细度计的使用者没有光学比较仪,所以一般只是生产厂家出厂检验。检验刮板上平面平直度两个点。以某一微米刻度线平面为0,测该点槽深;再以另一位置微米刻度线平面为0,测另一点槽深,以此类推。有两点需要注意:
(1)任一微米刻度线的基准面的微米数是否均为0,简言之,刮板细度计凹槽两边是否为平面?对于生产厂家来说,一般讲如何磨出平面,保证平面误差在多少之内,这样会把使用者带到误区。克服有简单办法。使用前面介绍的方法,用校验合格的刮刀,将调好的油墨自上而下刮下,如果两边能刮净不挂墨,一般可以认定其表面为平面;如果刮后邻近槽边的表面能刮净,较远离槽表面的位置刮不净判定为中高;反之为中凹。如果刮后槽两边表面上有花纹,则说明刮板上表面不是一平面。
(2)假定刮板上表面为平面,斜槽底平面平直度0.003mm,对于油墨工作者,无论刮板上平面平直度还是斜槽底平面平直度可以接受的误差只能是≤± 1μm。理想的刮板细度计除中间槽外,整个刮板表面为一平面,零点切齐,各点槽深与标注值误差不超过±1μm。
Ⅱ.刮刀
①刮刀的主要尺寸如图(1)所示。它是由优质的工具碳素钢制成,两刃均磨光,表面光洁度应为▽8,刀刃研磨光洁度为▽10。
②刮刀精度的控制:刮刀两刀口平直度 0.002mm。为达到刮刀平直度指标,有些生产商把刀口磨成与刀身垂直的小平面。这里笔者根据经验提出:这种刀虽然平直度达到指标,但检测中只有刀口完全垂直时能刮墨,其他角度均不适用,严重时根本刮不净槽两边平面上的油墨,也就是那种“满堂红”刮刀。使用这种刮刀无法得到准确的检测结果。刮刀刮墨应是垂直握刀刮下,这只是目测垂直。具体操作中总有一定的误差,理想的刮刀边缘磨成15度弧线,以避免这种误差,一般来讲弧度越小,刀越锋利刮出的细度越低(细),反之亦然。所以应在研磨时刀刃口磨出一为0.2mm的弧度。
Ⅲ.误差的讨论及解决方案。
油墨行业对刮板细度计准确度要求甚高,而刮板和刮刀在实际使用中均可能会引起测量误差,为了能得到准确的检测结果,我们可以采用以下两种方案解决这一难题。
①匹配法:
微米数偏高的刮板与弧度偏小的刮刀匹配。 微米数偏低的刮板与弧度偏大的刮刀匹配。匹配后的刮板细度计与公司质检中心在国家计量检定所检定的刮板细度计对比校正,如果不合适更换刮刀或刮板直至合适为止。
②研磨刮刀法:
如具备磨刮刀技术,可通过磨刮刀使对比的刮板细度计与标准刮板细度计细度值基本相同。
6.细度测试方法:
① 工具与材料:
a.调墨刀:木柄锥形钢身,长200mm,最宽处20mm,最窄处8mm。 调墨刀平面应光滑,最好用压延抛光的,粗糙的刀表面会存留油墨,另外刀口最好磨成与刀平面成30~40度角,平直度较好,这样的刀口才能在玻璃板上刮净油墨,每次擦时才能擦净。
b.玻璃板:200mm×200mm×5mm
c.乙醇:工业用
d.洁净棉纱。
②测试条件:
测试应在温度(25±1)℃和(65±5)%相对湿度下进行。
③测试步骤:
a.取适量的油墨,置于玻璃板上,用调墨刀将其调匀。
b.将调和均匀的油墨置于刮板细度仪上的凹槽深处,将刮刀垂直横置于刮板仪凹槽深处的油墨上,刮刀保持垂直,然后用双手的拇指和重指握住刮刀,用4秒以上的时间,向0刻度方向均匀刮动。
c.刮好后,立即将刮板仪表面以30度角斜对光源,观察油墨在两槽上呈现的划痕迹数以及其对应的刻度数值。这里笔者就要说明一下采用双凹槽的细度计的优点了,由于细度板的测试是手工操作,观察出数据,因此受人为操作误差较大,不同的人可能测出的数据有偏差,如果象传统的涂料行业测细度时采用单凹槽的细度计,得出得数据更没有可比性。而双凹槽测试结束后,如果发现两条凹槽的数据相差一个刻度时,试验必须重做,这样就减小了人为误差对测试结果的影响。
7.测试的一些注意要点。
在检测过程中,由于仪器误差、人为操作误差、环境条件异同等因素常引起油墨细度检测时,生产中控与公司级质值中心之间、公司级质检中心与印刷厂之间有争议。因此,作为油墨生产厂家来说,应把这些外在的因素对测试结果的影响减少到最低。下面是笔者根据经验,举出了一些影响结果的常见因素和解决方法,供读者参考。
① 取墨样 :
胶印油墨表层因氧化而结膜,取墨时应先除去表面干皮,取四个位置的墨,使之具有代表性。将所取的油墨在玻璃板上调动15次,往返为一次。取其中的一小部分,例如0.3ml各用。
② 刮刀的使用方式:
刮墨时刮刀应尽量垂直。刀向后倾斜所得细度值偏小(细),向前倾斜所得细度偏大(粗)。刮墨时双手用刀要均匀,不偏重一边。
③观察方式:刮墨后应立即将刮板仪表面以30 度角斜对光源观察,30秒内迅速确定集中点、集中点上一个刻度范围内的颗粒数以确定细度值,观察时必须快而准。观察细度的光源最好是标准光源,如不具备条件,光源亮度应适宜,并用放大镜辅助观察。
④保证细度的优先测试:对一个油墨,如果要测定的项目不是一项,那就先测细度,以免测其他项目时将墨污染。测出细度,刮颜色片及测着色力,而后再做其他项目。
⑤保证测试环境:检测细度的环境要保持无飞尘,棉纱等辅料应事先准备好,溶剂过滤好。环境温度不能太低,习惯上所说检测细度与温度、湿度无关的观点欠妥。最好在标准温、湿度条件下进行检测。
目前市场上国产刮板细度计质量参差不齐,进口刮板细度计价格十分昂贵,本公司目前推出全系刮板细度计,精度高,价格经济,承诺均可通过SIMT上海计量院和SGS通标公司计量认证。